¿Cómo hacer una búsqueda rápida?
Este es un diccionario de términos técnicos utilizados en el mundo de la impresión 3D.
Para hacer una búsqueda de un término, pulsa CTRL+F en Win, o CMD+F desde MacOS.

Si realizas la búsqueda desde Chrome, se desplegará un cuadro en el lado superior derecho donde podrás escribir el término.
Si realizas la búsqueda desde Firefox, se desplegará un cuadro en el lado inferior izquierdo donde podrás escribir la palabra.
 Ácido Poliláctico / Polylactic Acid / PLA : El ácido poliláctico o poliácido láctico (PLA) es un polímero constituido por moléculas de ácido láctico, con propiedades semejantes a las del tereftalato de polietileno (PET) que se utiliza para hacer envases, pero que además es biodegradable. Se degrada fácilmente en agua y óxido de carbono.
Ácido Poliláctico / Polylactic Acid / PLA : El ácido poliláctico o poliácido láctico (PLA) es un polímero constituido por moléculas de ácido láctico, con propiedades semejantes a las del tereftalato de polietileno (PET) que se utiliza para hacer envases, pero que además es biodegradable. Se degrada fácilmente en agua y óxido de carbono.
Es un termoplástico que se obtiene a partir de almidón de maíz (EE.UU.) o de yuca o mandioca (mayormente en Asia), o de caña de azúcar (resto del mundo).
Se utiliza ampliamente en la impresión 3D bajo el proceso FDM. No necesita plataforma caliente, aunque en raras ocasiones puede producirse warping durante el proceso de enfriamiento. Importante diferenciar el “PLA flexible” del normal, que necesita otra configuración para ser impreso (diferente temperatura y una superficie de cristal es lo más recomendable para el PLA flexible). Los colores son en su mayoría transparentes y brillantes.
Temperatura fusión: 160-230º.
Temperatura plataforma: Temperatura ambiente hasta 60º.
En plataforma, cinta azul de pintor para mejor adhesión.
Biodegradable.
Reciclable.
 Ácido Poliláctico Flexible / Soft PLA : Ácido Poliláctico flexible. Es una mezcla de PLA y otros compuestos que le otorgan flexibilidad. El PLA no tiene apenas flexibilidad y se parte fácilmente, pero estos compuestos permiten imprimir piezas con mucha flexibilidad. Por lo general es necesario una velocidad de impresión más lenta para evitar atascos en el extrusor.
Ácido Poliláctico Flexible / Soft PLA : Ácido Poliláctico flexible. Es una mezcla de PLA y otros compuestos que le otorgan flexibilidad. El PLA no tiene apenas flexibilidad y se parte fácilmente, pero estos compuestos permiten imprimir piezas con mucha flexibilidad. Por lo general es necesario una velocidad de impresión más lenta para evitar atascos en el extrusor.
Temperatura fusión: 200-220º.
Temperatura plataforma: Temperatura ambiente hasta 60º.
Recomendado imprimirse en superficie de cristal.
Biodegradable.
Reciclable.
Flexible.
 Acrilonitrilo Butadieno Estireno / Acrylonitrile Butadiene Styrene / ABS : Acrilonitrilo Butadieno Estireno, es el más barato entre los plásticos más utilizados. Produce gases generalmente tolerables, que pueden ser peligrosos para personas o animales domésticos muy sensibles. El ABS es bastante versátil: Permite lijarse, admite también el pulido con baño de acetona y realizar un acabado muy liso. También se puede pegar con facilidad. El color de este plástico es mate.
Acrilonitrilo Butadieno Estireno / Acrylonitrile Butadiene Styrene / ABS : Acrilonitrilo Butadieno Estireno, es el más barato entre los plásticos más utilizados. Produce gases generalmente tolerables, que pueden ser peligrosos para personas o animales domésticos muy sensibles. El ABS es bastante versátil: Permite lijarse, admite también el pulido con baño de acetona y realizar un acabado muy liso. También se puede pegar con facilidad. El color de este plástico es mate.
Temperatura fusión: 215-250º.
Temperatura plataforma: 90-103º (para prevenir warping).
Necesario el uso de cinta kapton o laca sobre superficie de cristal.
No biodegradable.
Reciclable.
 Alcohol Polivinilo / Polyvinyl Alcohol / PVA: Alcohol Polivinilo, es un plástico especial usado en impresoras de cabezas múltiples usado como estructura de soporte para zonas críticas susceptibles de caer y es ideal para objetos de formas complejas o para aplicaciones especiales. Es soluble en agua y la absorbe en gran cantidad, por lo que es ciertamente problemático en situaciones de alta humedad ambiental.
Alcohol Polivinilo / Polyvinyl Alcohol / PVA: Alcohol Polivinilo, es un plástico especial usado en impresoras de cabezas múltiples usado como estructura de soporte para zonas críticas susceptibles de caer y es ideal para objetos de formas complejas o para aplicaciones especiales. Es soluble en agua y la absorbe en gran cantidad, por lo que es ciertamente problemático en situaciones de alta humedad ambiental.
En una impresora dual, de dos extrusoras, podrías utilizar una de ellas para imprimir PLA o ABS, mientras usas la otra para crear los soportes en PVA soluble. Luego es sencillo retirar estos soportes con un baño de agua durante unas horas.
Temperatura fusión: 180-200º.
Temperatura plataforma: 50º.
En plataforma, cinta azul de pintor para mejor adhesión.
Biodegradable.
Soluble en agua.
![]() Archivo STL / Standard Triangle Languaje / STL : STL (siglas provenientes del inglés “Standard Triangle Language”) es un formato de archivo informático de diseño asistido por computadora (CAD) que define geometría de objetos 3D, excluyendo información como color, texturas o propiedades físicas que sí incluyen otros formatos CAD.
Archivo STL / Standard Triangle Languaje / STL : STL (siglas provenientes del inglés “Standard Triangle Language”) es un formato de archivo informático de diseño asistido por computadora (CAD) que define geometría de objetos 3D, excluyendo información como color, texturas o propiedades físicas que sí incluyen otros formatos CAD.
Fue creado por la empresa 3D Systems, concebido para su uso en la industria del prototipado rápido y sistemas de fabricación asistida por ordenador. En especial desde los años 2011-2012 con la aparición en el mercado de impresoras 3D de extrusión de plástico termofusible (personales y asequibles), el formato STL está siendo utilizado ampliamente por el software de control de estas máquinas. (Extraído de wikipedia).
 Archivo Wavefront OBJ / OBJ : Es un formato de archivo de definición de geometría desarrollado por primera vez por Wavefront Technologies para su paquete de animación Advanced Visualizer. El formato de archivo está abierto y ha sido adoptado por otros proveedores de aplicaciones de gráficos 3D e impresión 3D.
Archivo Wavefront OBJ / OBJ : Es un formato de archivo de definición de geometría desarrollado por primera vez por Wavefront Technologies para su paquete de animación Advanced Visualizer. El formato de archivo está abierto y ha sido adoptado por otros proveedores de aplicaciones de gráficos 3D e impresión 3D.
El formato de archivo OBJ es un simple formato de datos que representa solo la geometría 3D, es decir, la posición de cada vértice, la posición UV de la textura de cada vértice, las normales de vértices y las caras que definen cada polígono como una lista de vértices y textura de vértices. (Extraído de wikipedia).
 Boquilla del extrusor / Nozzle : La boquilla es la punta final por donde sale el material extruido en una impresora 3D tipo FDM. En el mercado existen muchos tipos de diferentes materiales y anchos de boquilla, desde 0,3mm a 1mm. En acero reforzado, para extruir materiales abrasivos como la fibra de carbono, o también en aluminio o latón, para uso con plásticos como PLA o ABS.
Boquilla del extrusor / Nozzle : La boquilla es la punta final por donde sale el material extruido en una impresora 3D tipo FDM. En el mercado existen muchos tipos de diferentes materiales y anchos de boquilla, desde 0,3mm a 1mm. En acero reforzado, para extruir materiales abrasivos como la fibra de carbono, o también en aluminio o latón, para uso con plásticos como PLA o ABS.
 Cable Bowden / Bowden cable : Es un tipo de cable mecánico flexible usado para la transmisión mecánica del movimiento por tracción, que sirve de punto de apoyo para trasmitir el esfuerzo al extremo final del cable. Es utilizado en algunas impresoras FDM para transportar y alimentar la cabeza extrusora con el material, normalmente, filamento de plástico.
Cable Bowden / Bowden cable : Es un tipo de cable mecánico flexible usado para la transmisión mecánica del movimiento por tracción, que sirve de punto de apoyo para trasmitir el esfuerzo al extremo final del cable. Es utilizado en algunas impresoras FDM para transportar y alimentar la cabeza extrusora con el material, normalmente, filamento de plástico.
 Deformación / Warping : En algunos tipos de impresión 3D, con determinados materiales y en ciertas circunstancias, se produce cierta deformación del modelo en el proceso de enfriamiento. Esta deformación es a veces muy pronunciada en algunos casos, cuando la diferencia de temperatura entre el material recien extruido y el aire es muy grande. El warping se puede mitigar calentando la plataforma de impresión, colocando cinta kapton o espray de laca en la superficie de impresión y utilizando materiales especialmente fabricados para evitar la deformación.
Deformación / Warping : En algunos tipos de impresión 3D, con determinados materiales y en ciertas circunstancias, se produce cierta deformación del modelo en el proceso de enfriamiento. Esta deformación es a veces muy pronunciada en algunos casos, cuando la diferencia de temperatura entre el material recien extruido y el aire es muy grande. El warping se puede mitigar calentando la plataforma de impresión, colocando cinta kapton o espray de laca en la superficie de impresión y utilizando materiales especialmente fabricados para evitar la deformación.
 Delta, impresora tipo / Delta 3D Printer : Las impresoras tipo Delta son aquellas que disponen de un sistema de movimiento sobre los tres ejes (X, Y, Z) con tres brazos que suspenden la boquilla de impresión. La plataforma está fija en la parte inferior y es de forma circular. El movimiento de la cabeza de impresión es mucho más suave que en el caso de las impresoras cartesianas, donde los cambios de dirección son más bruscos y producen más vibraciones.
Delta, impresora tipo / Delta 3D Printer : Las impresoras tipo Delta son aquellas que disponen de un sistema de movimiento sobre los tres ejes (X, Y, Z) con tres brazos que suspenden la boquilla de impresión. La plataforma está fija en la parte inferior y es de forma circular. El movimiento de la cabeza de impresión es mucho más suave que en el caso de las impresoras cartesianas, donde los cambios de dirección son más bruscos y producen más vibraciones.
 Diámetro de filamento / Filament diameter : Es el valor nominal del diámetro de la sección del filamento, medido normalmente en milímetros, que admite una impresora 3D de tipo FDM.
Diámetro de filamento / Filament diameter : Es el valor nominal del diámetro de la sección del filamento, medido normalmente en milímetros, que admite una impresora 3D de tipo FDM.
En el mercado pueden encontrarse bobinas de 3mm y 1,75mm.
 Elastómero termoplástico / Thermoplastic elastomer / TPE : Los elastómeros termoplásticos, son una clase de polímeros o mezcla física de polímeros (generalmente un plástico y un caucho) que dan lugar a materiales con características termoplásticas y elastoméricas. Los elastómeros termoplásticos son relativamente fáciles de utilizar en la fabricación, por ejemplo, en moldeo por inyección. Los TPE’s combinan las ventajas típicas de las gomas y de los materiales plásticos. La marca Ninjaflex produce este tipo de filamentos que consigue piezas de gran flexibilidad. Su consistencia es como la de una cuerda de goma y soporta muy bien las deformaciones.
Elastómero termoplástico / Thermoplastic elastomer / TPE : Los elastómeros termoplásticos, son una clase de polímeros o mezcla física de polímeros (generalmente un plástico y un caucho) que dan lugar a materiales con características termoplásticas y elastoméricas. Los elastómeros termoplásticos son relativamente fáciles de utilizar en la fabricación, por ejemplo, en moldeo por inyección. Los TPE’s combinan las ventajas típicas de las gomas y de los materiales plásticos. La marca Ninjaflex produce este tipo de filamentos que consigue piezas de gran flexibilidad. Su consistencia es como la de una cuerda de goma y soporta muy bien las deformaciones.
La temperatura de fusión es similar a la del PLA: 215 °C en el cabezal. Se recomienda 40 °C en la plataforma de impresión.
 Extremo final del extrusor / Hot end : El Hot end es la parte final del extrusor, por el cual pasa el filamento, se calienta y sale por la boquilla (nozzle) que es la salida por la que se deposita el material sobre la superficie de impresión. En el mercado existen muchos tipos de diferentes materiales y anchos de boquilla, desde 0,3mm a 1mm. En acero reforzado, para extruir materiales abrasivos como la fibra de carbono, o también en aluminio o latón, para uso con plásticos como PLA o ABS.
Extremo final del extrusor / Hot end : El Hot end es la parte final del extrusor, por el cual pasa el filamento, se calienta y sale por la boquilla (nozzle) que es la salida por la que se deposita el material sobre la superficie de impresión. En el mercado existen muchos tipos de diferentes materiales y anchos de boquilla, desde 0,3mm a 1mm. En acero reforzado, para extruir materiales abrasivos como la fibra de carbono, o también en aluminio o latón, para uso con plásticos como PLA o ABS.
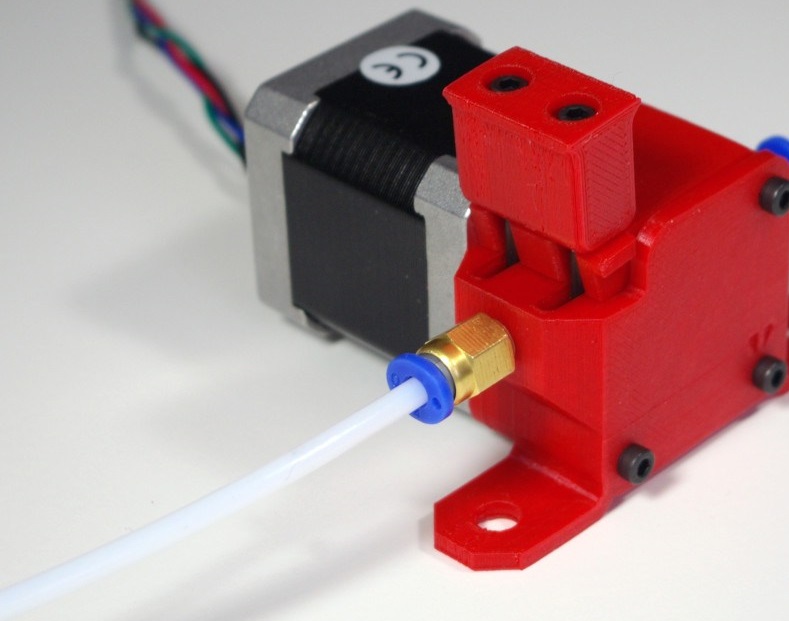
 Extrusora / Extruder : La extrusión con polímeros (plásticos) es un proceso mecánico que consiste en calentar el material a determinada temperatura, hasta conseguir la fusión del material, y empujar dicho material por un conducto y/o sistema mecánico. Este sistema mecánico es la extrusora. En la figura puede distinguirse el filamento en rojo y el sistema mecánico de engranajes que empuja el filamento hacia el bloque caliente.
Extrusora / Extruder : La extrusión con polímeros (plásticos) es un proceso mecánico que consiste en calentar el material a determinada temperatura, hasta conseguir la fusión del material, y empujar dicho material por un conducto y/o sistema mecánico. Este sistema mecánico es la extrusora. En la figura puede distinguirse el filamento en rojo y el sistema mecánico de engranajes que empuja el filamento hacia el bloque caliente.
 Filaflex : Es un elastómero desarrollado en España con una capacidad de estiramiento antes de romperse de un 700% respecto al tamaño original. Esa propiedad lo hace idóneo para fabricar topes, junturas, plantillas de calzado, zapatillas, ruedas neumáticas, pulseras de relojes y, en definitiva, todo lo que pueda precisar doblarse mucho sin romperse.
Filaflex : Es un elastómero desarrollado en España con una capacidad de estiramiento antes de romperse de un 700% respecto al tamaño original. Esa propiedad lo hace idóneo para fabricar topes, junturas, plantillas de calzado, zapatillas, ruedas neumáticas, pulseras de relojes y, en definitiva, todo lo que pueda precisar doblarse mucho sin romperse.
Se recomienda usar extrusores directos. Aunque se ha probado Filaflex usando bowden y logrando impresiones con éxito a baja velocidad, el extrusor bowden no está muy recomendado debido a la distancia entre el hotend y el motor paso a paso, que puede producir atascos.
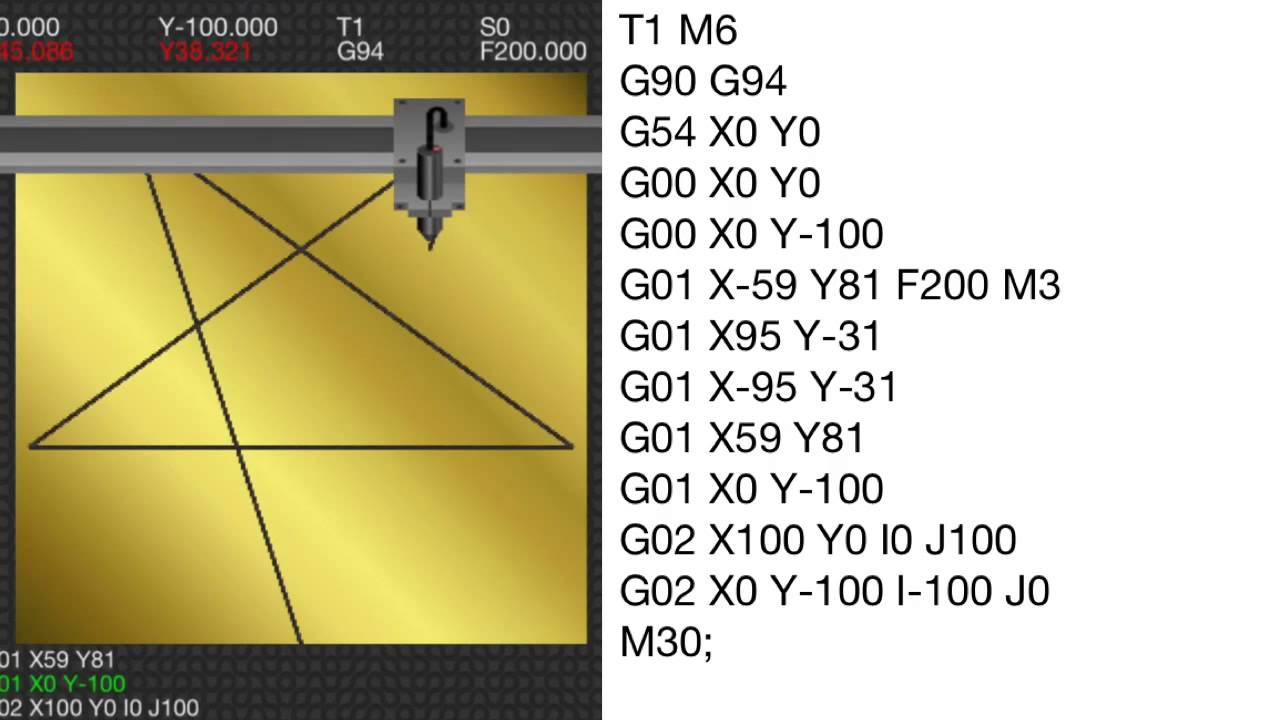 GCode : El G-code, también conocido como RS-274, es el nombre que habitualmente recibe el lenguaje de programación más usado en control numérico (CN), el cual posee múltiples implementaciones, tales como Siemens Sinumeric, FANUC, Haas, Heidenhain o Mazak. Es usado principalmente en automatización, forma parte de la ingeniería asistida por computadora. Al G-code se le llama en ciertas ocasiones lenguaje de programación G.
GCode : El G-code, también conocido como RS-274, es el nombre que habitualmente recibe el lenguaje de programación más usado en control numérico (CN), el cual posee múltiples implementaciones, tales como Siemens Sinumeric, FANUC, Haas, Heidenhain o Mazak. Es usado principalmente en automatización, forma parte de la ingeniería asistida por computadora. Al G-code se le llama en ciertas ocasiones lenguaje de programación G.
En términos generales, G-code es un lenguaje mediante el cual las personas pueden decir a máquinas controladas por computadora qué hacer y cómo hacerlo. Esos “qué” y “cómo” están definidos mayormente por instrucciones hacia dónde moverse, cuán rápido moverse y qué trayectoria seguir. Las máquinas típicas que son controladas con G-code son fresadoras, cortadoras, tornos e impresoras 3D. (Extraído de wikipedia).
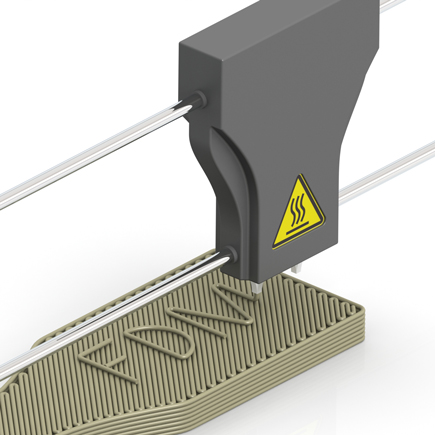 Impresión de modelado por deposión fundida / Fused Deposition Modeling / MDF / FFF / FDM : La impresión de modelado por deposión fundida, MDF (denominado también en el mundo RepRap, Fused Filament Fabrication, FFF), es una técnica de fabricación aditiva que deposita capa a capa el material fundido para formar un objeto en 3D.
Impresión de modelado por deposión fundida / Fused Deposition Modeling / MDF / FFF / FDM : La impresión de modelado por deposión fundida, MDF (denominado también en el mundo RepRap, Fused Filament Fabrication, FFF), es una técnica de fabricación aditiva que deposita capa a capa el material fundido para formar un objeto en 3D.
Impresión por estereolitografía / Stereo Lithography / SLA : La estereolitografía (SLA o SL), también conocida como fabricación óptica o foto-solidificación, entre otras, es una forma de tecnología de impresión 3D, utilizada para la producción de modelos, prototipos, patrones, o piezas definitivas.
La estereolitografía es un proceso de fabricación por adición, que emplea resina que cura mediante luz ultravioleta en un tanque y un láser ultravioleta para construir los objetos. Cada capa es una sección transversal del objeto que el láser traza en la superficie de la resina. La resina líquida cura y se solidifica mediante la exposición al láser de luz ultravioleta, quedando así la capa recién solidificada pegada a la capa previa que existía debajo suya.
Una vez que la pieza tridimensional se ha completado, ésta se sumerge en un baño químico que retira el exceso de resina y, posteriormente, curada en un horno de luz ultravioleta. (Extraído de la Wikipedia).
Impresión por sinterizado selectivo por láser / Selective Laser Sintering / SLS : Es una técnica de adición de prototipado rápido en el cual se deposita una capa de polvo, de unas décimas de milímetro, en una cuba que se ha calentado a una temperatura ligeramente inferior al punto de fusión del polvo. Seguidamente un láser CO2 sinteriza el polvo en los puntos seleccionados, causando que las partículas se fusionen y solidifiquen. (Extraído de la Wikipedia).
 Impresión por sinterizado directo de metal por láser / Direct Metal Laser Sintering / DMLS : Utiliza un láser para fundir las capas de polvo metálico. Se utiliza el mismo proceso que en SLS, pero se usa este término cuando se hace referencia al proceso de sinterización de aleaciones metálicas, frente al SLS de plástico, vidrio y cerámica. Al finalizar la construcción, se aplica un cepillado manual inicial a las piezas para eliminar la mayor parte del polvo suelto
Impresión por sinterizado directo de metal por láser / Direct Metal Laser Sintering / DMLS : Utiliza un láser para fundir las capas de polvo metálico. Se utiliza el mismo proceso que en SLS, pero se usa este término cuando se hace referencia al proceso de sinterización de aleaciones metálicas, frente al SLS de plástico, vidrio y cerámica. Al finalizar la construcción, se aplica un cepillado manual inicial a las piezas para eliminar la mayor parte del polvo suelto
 Impresión por sinterizado selectivo por calor / Selective Heat Sintering / SHS : Al igual que el método SLS, utiliza polvo de diferentes materiales plásticos, pero el elemento que proporciona el calor para fundirlo en este caso no es un láser sino una cabeza térmica que realiza la misma operación. Este tipo de impresoras son más asequibles que las SLS. Al final se retira el polvo sobrante y se limpia. El exceso de polvo puede reutilizarse para la siguiente impresión.
Impresión por sinterizado selectivo por calor / Selective Heat Sintering / SHS : Al igual que el método SLS, utiliza polvo de diferentes materiales plásticos, pero el elemento que proporciona el calor para fundirlo en este caso no es un láser sino una cabeza térmica que realiza la misma operación. Este tipo de impresoras son más asequibles que las SLS. Al final se retira el polvo sobrante y se limpia. El exceso de polvo puede reutilizarse para la siguiente impresión.
 Impresión por haz de electrones / Electron Beam Melting / EBM : Las capas de polvo se funden entre sí mediante un haz de electrones para fundir el material, generalmente metal en polvo. Las estructuras de soporte son necesarias en este método. Este sistema proporciona mucha fuerza en el modelo debido a la temperatura estable alcanzada en las capas durante la fusión.
Impresión por haz de electrones / Electron Beam Melting / EBM : Las capas de polvo se funden entre sí mediante un haz de electrones para fundir el material, generalmente metal en polvo. Las estructuras de soporte son necesarias en este método. Este sistema proporciona mucha fuerza en el modelo debido a la temperatura estable alcanzada en las capas durante la fusión.
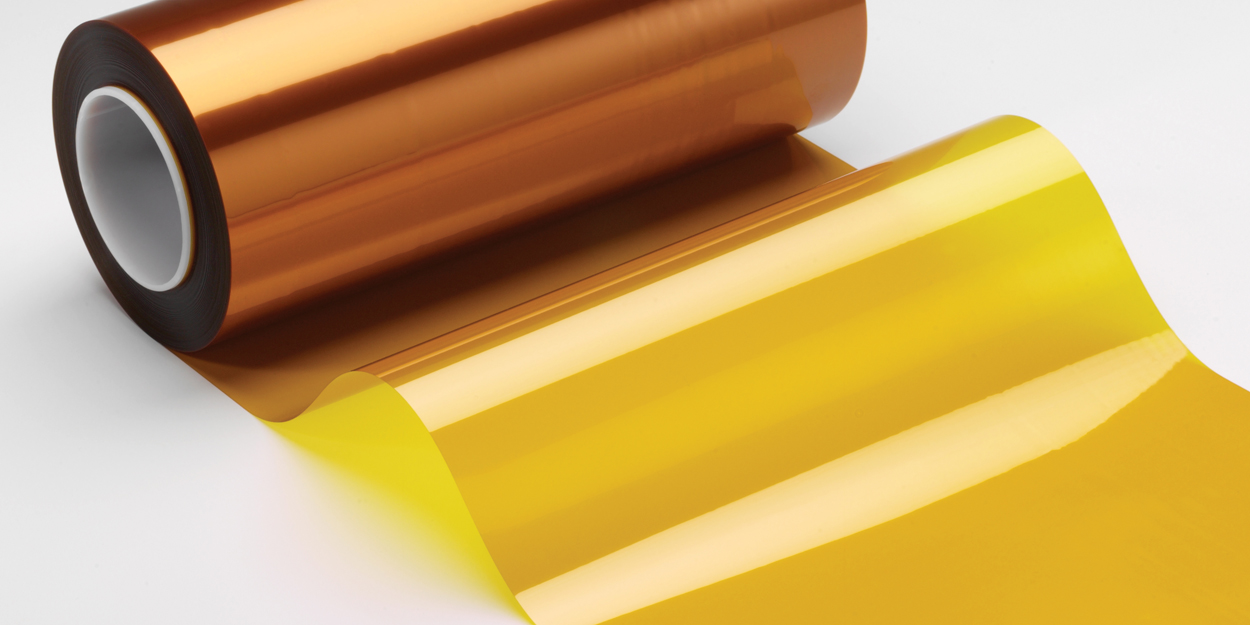 Kapton, Cinta / Kapton Tape : La cinta Kapton se utiliza sobre la plataforma de impresión para aumentar la adhesión de algunos materiales que presentan dificultades para mantenerse pegados a la plataforma durante la impresión. Es una de las opciones recomendadas para materiales como el ABS.
Kapton, Cinta / Kapton Tape : La cinta Kapton se utiliza sobre la plataforma de impresión para aumentar la adhesión de algunos materiales que presentan dificultades para mantenerse pegados a la plataforma durante la impresión. Es una de las opciones recomendadas para materiales como el ABS.
 Lenguaje de Modelado para Realidad Virtual / Virtual Reality Modelling Language / VRML : Del lenguaje de modelado de realidad virtual o VRML, se extraen las siglas para el formato de archivo normalizado que tiene como objetivo la representación de escenas u objetos interactivos tridimensionales diseñado originalmente para web.
Lenguaje de Modelado para Realidad Virtual / Virtual Reality Modelling Language / VRML : Del lenguaje de modelado de realidad virtual o VRML, se extraen las siglas para el formato de archivo normalizado que tiene como objetivo la representación de escenas u objetos interactivos tridimensionales diseñado originalmente para web.
Los archivos VRML contienen mapas de texturas, que sirven para definir la textura y color de un objeto en impresión 3D. Es utilizado, por ejemplo, en impresión por chorro de color, consiguiendo resultados muy llamativos.
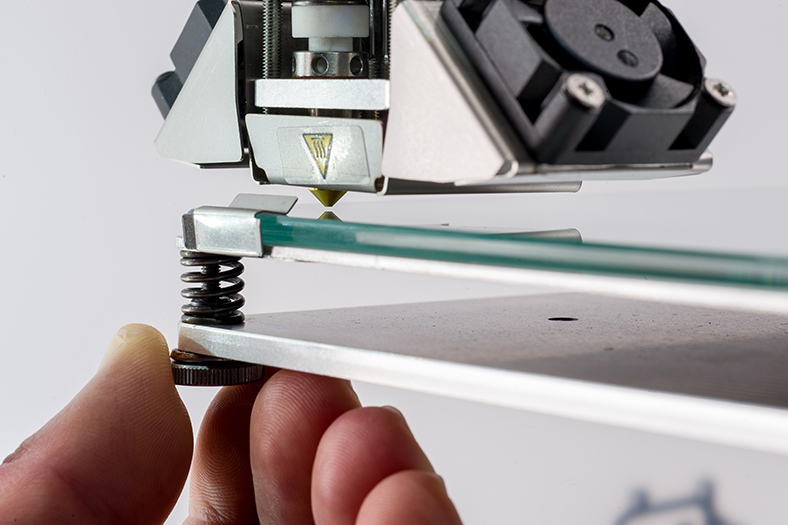 Nivelación / Leveling : Es el proceso de colocación óptima de la plataforma con respecto a la boquilla de la impresora. Si no se realiza inicialmente esta operación, la impresión puede ser fallida. La nivelación puede ser automática, semi-automática (con intervención del usuario) o completamente manual. Como se explica muy bien en este post, la distancia de la plataforma a la boquilla depende del diámetro de salida de la boquilla. Si ésta es de 0,4mm, la distancia óptima será de 0,2mm que equivale al grueso de un folio de papel normal.
Nivelación / Leveling : Es el proceso de colocación óptima de la plataforma con respecto a la boquilla de la impresora. Si no se realiza inicialmente esta operación, la impresión puede ser fallida. La nivelación puede ser automática, semi-automática (con intervención del usuario) o completamente manual. Como se explica muy bien en este post, la distancia de la plataforma a la boquilla depende del diámetro de salida de la boquilla. Si ésta es de 0,4mm, la distancia óptima será de 0,2mm que equivale al grueso de un folio de papel normal.
Nivelación asistida o semi-automática:
https://www.youtube.com/watch?v=RbMw9vda1L8?rel=0
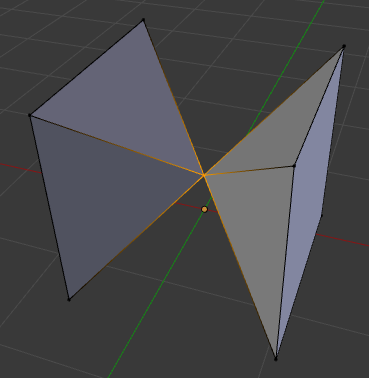
Objeto Euclidiano / Manifold object : (Tradución no literal) Un objeto Euclidiano es un objeto real que cumple con las restriccciones matemáticas asociadas al espacio Euclidiano. Para entender el concepto general, un objeto no Euclidiano (Non-manifold Object) no puede ser impreso en 3D, ya que su geometría no puede ser trasladada correctamente.
Un objeto geométricamente cerrado y Euclidiano (manifold object, también definido en inglés como water-tightness object) cumple con los requerimientos necesarios para poder ser codificado en un archivo 3D e impreso por cualquier impresora de forma correcta.
Ejemplos de diseños no imprimibles (non-manifold object):

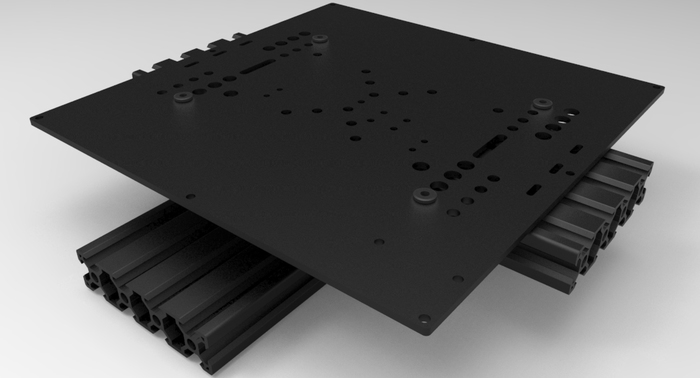
 Plataforma de impresión o Cama / Build plate : La plataforma de impresión o cama, es la superficie donde se deposita el material extruido en una impresora 3D tipo FDM. También puede considerarse plataforma de impresión el contenedor de polvo de impresión, en impresoras 3D por láser selectivo; o la cuba que contiene la resina, en impresoras de tipo estereolitográficas.
Plataforma de impresión o Cama / Build plate : La plataforma de impresión o cama, es la superficie donde se deposita el material extruido en una impresora 3D tipo FDM. También puede considerarse plataforma de impresión el contenedor de polvo de impresión, en impresoras 3D por láser selectivo; o la cuba que contiene la resina, en impresoras de tipo estereolitográficas.
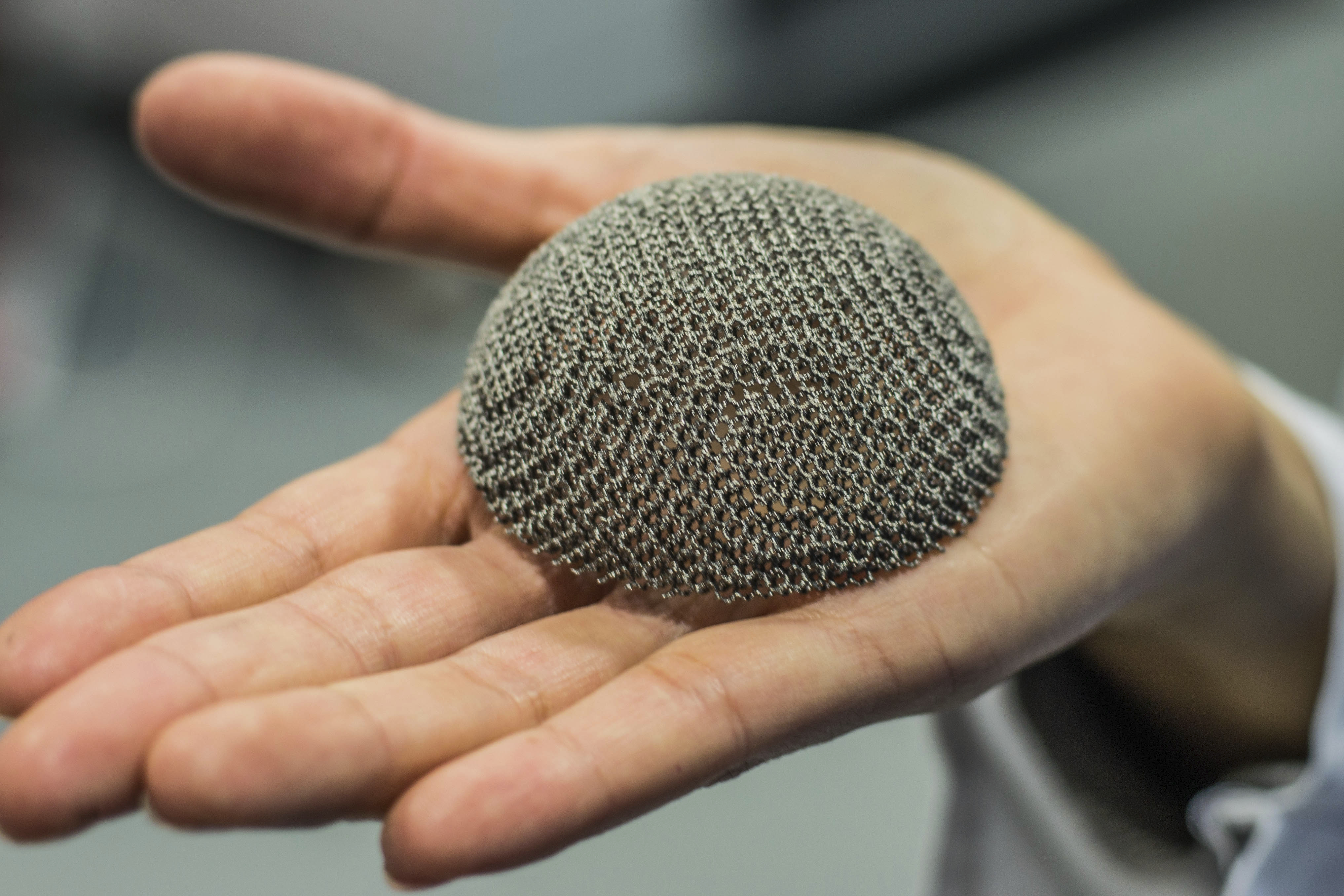
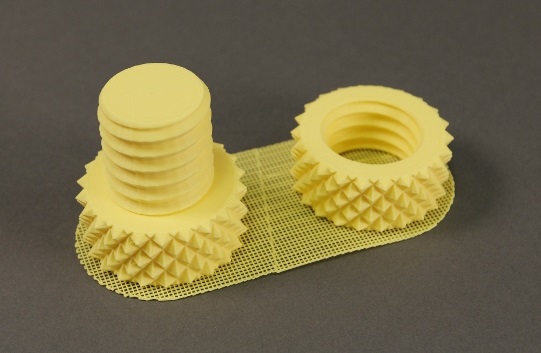
 Poliamida o Nailon / Nylon : Fibra sintética de muy diversos usos. Tiene un buen acabado en impresión 3D por sinterizado láser. Los modelos en poliamida se imprimen a partir de un polvo granular blanco muy fino. El resultado es un material fuerte, algo flexible que puede resistir pequeños impactos y aguantar cierta presión mientras se dobla. La superficie tiene un aspecto arenoso y granular y es ligeramente porosa. Existe también filamento para impresión FDM.
Poliamida o Nailon / Nylon : Fibra sintética de muy diversos usos. Tiene un buen acabado en impresión 3D por sinterizado láser. Los modelos en poliamida se imprimen a partir de un polvo granular blanco muy fino. El resultado es un material fuerte, algo flexible que puede resistir pequeños impactos y aguantar cierta presión mientras se dobla. La superficie tiene un aspecto arenoso y granular y es ligeramente porosa. Existe también filamento para impresión FDM.
Temperatura fusión: 240-250º.
Temperatura plataforma: Temperatura ambiente.
Superficie recomendada: Aplicar en la superficie pegamento para PVA. No se adhiere bien al cristal ni al aluminio.
NO Biodegradable.
Reciclable.
Tiende a encogerse, problemas de curvado, aunque algunas marcas han conseguido reducir el grado de warping con sus compuestos.
 Policarbonato / Polycarbonate / PC: Es un grupo de termoplásticos, fácil de trabajar, moldear y termoformar, es utilizado ampliamente en la manufactura moderna. Puede ser extruído (a la temperatura adecuada). Puede doblarse y deformarse en frío sin agrietarse o deformarse y es también ópticamente transparente a la luz visible (opaco a luz UV), pero en realidad no es fácil que quede transparente después de la extrusión, (no confundir policarbonato con el acrílico o el Plexi-Glass, estos se rompen y se agrietan).
Policarbonato / Polycarbonate / PC: Es un grupo de termoplásticos, fácil de trabajar, moldear y termoformar, es utilizado ampliamente en la manufactura moderna. Puede ser extruído (a la temperatura adecuada). Puede doblarse y deformarse en frío sin agrietarse o deformarse y es también ópticamente transparente a la luz visible (opaco a luz UV), pero en realidad no es fácil que quede transparente después de la extrusión, (no confundir policarbonato con el acrílico o el Plexi-Glass, estos se rompen y se agrietan).
Temperatura fusión: 280-305º Alta temperatura en extrusor.
Temperatura plataforma: 85-95º.
En plataforma, cinta Kapton para mejor adhesión.
No biodegradable.
Reciclable.
 Polietileno de alta densidad / High Density Polyethylene / HDPE : Material poco utilizado en impresión 3D por sus problemas de adhesión y reducción de tamaño al enfriarse.
Polietileno de alta densidad / High Density Polyethylene / HDPE : Material poco utilizado en impresión 3D por sus problemas de adhesión y reducción de tamaño al enfriarse.
Temperatura fusión: 110-130º.
Temperatura plataforma: Temperatura ambiente.
Superficie (lámina) de polipropileno.
NO Biodegradable.
Reciclable.
Resistente a casi todos los disolventes y pegamentos.
Tiende a encogerse, problemas de curvado.
 Polipropileno / Polypropylene / PP : Es el polímero termoplástico, parcialmente cristalino, que se obtiene de la polimerización del propileno (o propeno). Es resistente a muchos álcalis comunes y disolventes orgánicos que pueden estar presentes en los detergentes de uso doméstico y otros productos de limpieza. Esto permite a los usuarios utilizar polipropileno para los propósitos más diversos sin temor a dañar la impresión. Alguna firma ha conseguido producir filamento de polipropileno para impresión FDM sin deformación significativa.
Polipropileno / Polypropylene / PP : Es el polímero termoplástico, parcialmente cristalino, que se obtiene de la polimerización del propileno (o propeno). Es resistente a muchos álcalis comunes y disolventes orgánicos que pueden estar presentes en los detergentes de uso doméstico y otros productos de limpieza. Esto permite a los usuarios utilizar polipropileno para los propósitos más diversos sin temor a dañar la impresión. Alguna firma ha conseguido producir filamento de polipropileno para impresión FDM sin deformación significativa.
 Programa de laminado / Slicer Software : Los programas de laminado o slicers transforman un archivo 3D en lenguaje GCode para máquinas de control numérico, como las impresoras 3D. Como ejemplos open source y gratuitos, podemos nombrar Cura, Repetier Host y Slic3r. Con licencia de pago, Netfabb y Symplify3D. Algunos de estos programas ofrecen otras funcionalidades, además del corte laminado, como reparación de modelos, corte, edición simple, etc.
Programa de laminado / Slicer Software : Los programas de laminado o slicers transforman un archivo 3D en lenguaje GCode para máquinas de control numérico, como las impresoras 3D. Como ejemplos open source y gratuitos, podemos nombrar Cura, Repetier Host y Slic3r. Con licencia de pago, Netfabb y Symplify3D. Algunos de estos programas ofrecen otras funcionalidades, además del corte laminado, como reparación de modelos, corte, edición simple, etc.
 Puentes / Bridging : Se denominan puentes a aquellas partes de una impresión 3D donde no hay ningún soporte que las sostenga. La impresora extruye entonces “en el aire”. Normalmente se puede definir en el software de corte (slicer) qué situaciones considerará la impresora como puentes, dependiendo del ángulo de inclinación por ejemplo. De ese modo podremos aminorar la velocidad de extrusión para esas partes, logrando que se impriman correctamente sin que caiga el material. Bajar la temperatura y la velocidad de extrusión en los puentes es muy efectivo para conseguir con éxito imprimir puentes.
Puentes / Bridging : Se denominan puentes a aquellas partes de una impresión 3D donde no hay ningún soporte que las sostenga. La impresora extruye entonces “en el aire”. Normalmente se puede definir en el software de corte (slicer) qué situaciones considerará la impresora como puentes, dependiendo del ángulo de inclinación por ejemplo. De ese modo podremos aminorar la velocidad de extrusión para esas partes, logrando que se impriman correctamente sin que caiga el material. Bajar la temperatura y la velocidad de extrusión en los puentes es muy efectivo para conseguir con éxito imprimir puentes.
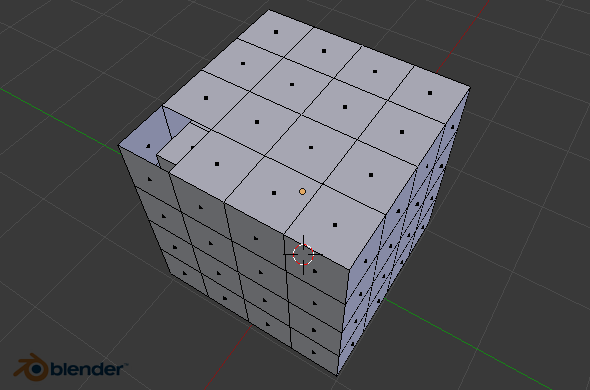
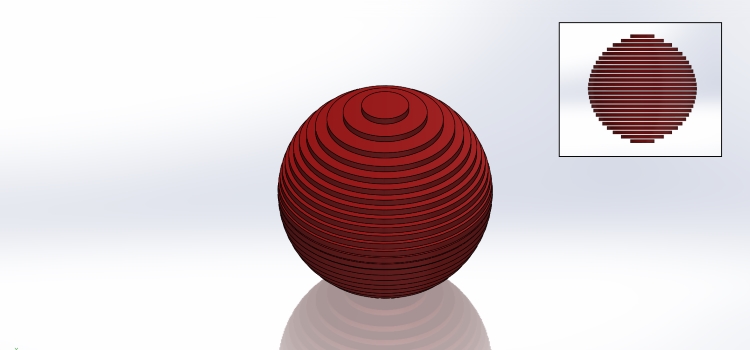
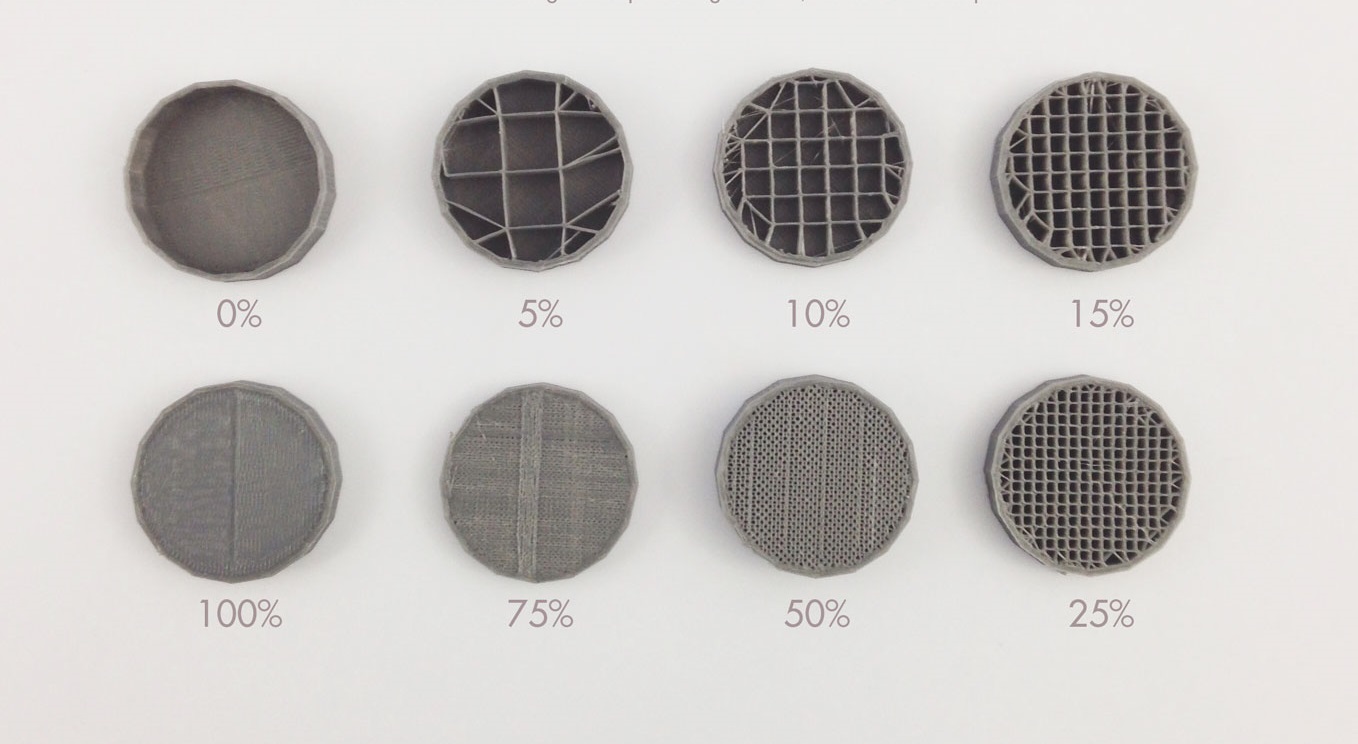 Relleno / Infill : Se denomina relleno al material depositado en el interior de un modelo impreso en 3D. Dependiendo del tipo de impresión y el material elegido, será necesario o no dicho relleno. En la mayoría de software se puede definir la cantidad e incluso la forma del relleno para cada impresión. Así podremos seleccionar entre 0% de relleno (infill density), que dejará la pieza vacía por dentro, hasta 100% de relleno, obteniendo así un objeto sólido. Además, algunos programas de control permiten seleccionar la altura de capa del relleno (infill layer height), para acelerar el tiempo de impresión, ya que no es importante la resolución interna del relleno para el resultado final.
Relleno / Infill : Se denomina relleno al material depositado en el interior de un modelo impreso en 3D. Dependiendo del tipo de impresión y el material elegido, será necesario o no dicho relleno. En la mayoría de software se puede definir la cantidad e incluso la forma del relleno para cada impresión. Así podremos seleccionar entre 0% de relleno (infill density), que dejará la pieza vacía por dentro, hasta 100% de relleno, obteniendo así un objeto sólido. Además, algunos programas de control permiten seleccionar la altura de capa del relleno (infill layer height), para acelerar el tiempo de impresión, ya que no es importante la resolución interna del relleno para el resultado final.
 Resolución o altura de capa / Layer height : En impresión FDM, la altura de capa es la resolución de la impresión en el eje Z. Es la medida, normalmente en milímetros o micrones, del grueso de la capa que se extruye y es inversamente proporcional a la calidad y a la duración de la impresión: cuanto más pequeña es la altura, más tiempo es necesario para imprimir un modelo, ya que se necesitan más capas, en cambio, la calidad es superior. Podemos encontrar alturas de capa entre 0,01mm (100 micras) hasta 0,5mm. En impresoras SLA la resolución es mucho mayor, entre 0,0025mm (25 micras) y 0,0050mm (50 micras).
Resolución o altura de capa / Layer height : En impresión FDM, la altura de capa es la resolución de la impresión en el eje Z. Es la medida, normalmente en milímetros o micrones, del grueso de la capa que se extruye y es inversamente proporcional a la calidad y a la duración de la impresión: cuanto más pequeña es la altura, más tiempo es necesario para imprimir un modelo, ya que se necesitan más capas, en cambio, la calidad es superior. Podemos encontrar alturas de capa entre 0,01mm (100 micras) hasta 0,5mm. En impresoras SLA la resolución es mucho mayor, entre 0,0025mm (25 micras) y 0,0050mm (50 micras).
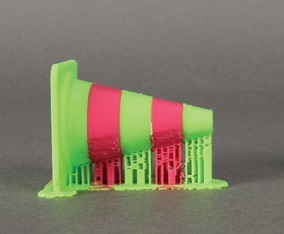 Soporte / Support : En impresión 3D del tipo FDM, a veces es necesaria la construcción de estructuras de soporte que sostengan voladizos y partes salientes de un modelo. El software de la impresora 3D suele permitir la edición de estos soportes para controlar su densidad, por ejemplo, o para definir en qué situación se colocará la estrucutura de soporte, dependiendo del ángulo del voladizo.
Soporte / Support : En impresión 3D del tipo FDM, a veces es necesaria la construcción de estructuras de soporte que sostengan voladizos y partes salientes de un modelo. El software de la impresora 3D suele permitir la edición de estos soportes para controlar su densidad, por ejemplo, o para definir en qué situación se colocará la estrucutura de soporte, dependiendo del ángulo del voladizo.
 Soporte de plataforma de impresión / Build platform : Es el soporte donde se asienta y ajusta la plataforma de impresión. Normalmente dispone de controles manuales o automáticos para la nivelación (o autonivelación) de la plataforma de impresión. Es totalmente necesaria esta nivelación previa antes de realizar la operación de impresión, ya que, si la superficie de impresión no se encuentra completamente nivelada con respecto al movimiento de la cabeza de extrusión, podrían producirse daños en la plataforma por contacto indebido con la punta del extrusor, o malos resultados de impresión por distorsión en el tamaño y forma del diseño original del modelo. Muchas impresoras 3D incorporan un sistema de autonivelado automático. Otras, sin embargo, es necesario nivelarlas de manera manual o con ayuda de los controles electrónicos de movimiento de la impresora.
Soporte de plataforma de impresión / Build platform : Es el soporte donde se asienta y ajusta la plataforma de impresión. Normalmente dispone de controles manuales o automáticos para la nivelación (o autonivelación) de la plataforma de impresión. Es totalmente necesaria esta nivelación previa antes de realizar la operación de impresión, ya que, si la superficie de impresión no se encuentra completamente nivelada con respecto al movimiento de la cabeza de extrusión, podrían producirse daños en la plataforma por contacto indebido con la punta del extrusor, o malos resultados de impresión por distorsión en el tamaño y forma del diseño original del modelo. Muchas impresoras 3D incorporan un sistema de autonivelado automático. Otras, sin embargo, es necesario nivelarlas de manera manual o con ayuda de los controles electrónicos de movimiento de la impresora.
 Suelo / Raft : El suelo en una impresión 3D tipo FDM es una estructura suplementaria que se deposita en la plataforma de impresión para mejorar la adherencia del modelo. El software de la impresora suele disponer de edición para cambiar los parámetros como la velocidad de extrusión, densidad, etc.
Suelo / Raft : El suelo en una impresión 3D tipo FDM es una estructura suplementaria que se deposita en la plataforma de impresión para mejorar la adherencia del modelo. El software de la impresora suele disponer de edición para cambiar los parámetros como la velocidad de extrusión, densidad, etc.
 Tereftalato de Polietileno / Polyethylene Terephthalate / PET : El poliéster es un polímero termoplástico de condensación conocido como PET. El tereftalato de polietileno es un tipo de plástico muy usado en envases de bebidas y textiles. Es lineal y tiene un alto grado de cristalinidad. Tiene una alta transparencia. Alta resistencia al desgaste y a la corrosión.
Tereftalato de Polietileno / Polyethylene Terephthalate / PET : El poliéster es un polímero termoplástico de condensación conocido como PET. El tereftalato de polietileno es un tipo de plástico muy usado en envases de bebidas y textiles. Es lineal y tiene un alto grado de cristalinidad. Tiene una alta transparencia. Alta resistencia al desgaste y a la corrosión.
El filamento PET es uno de los polímeros más resistentes en la industria. Debido a sus características naturales, funciona bien en las impresoras 3D. Este material es ideal para la fabricación tanto de objetos de decoración, como para objetos de utilización industrial, ya que las propiedades mecánicas de este filamento son similares a las del ABS o PLA. Por lo tanto no es un material flexible, sin embargo, no se deforma cuando se enfría.
Este filamento, ha sido aprobado por el FDA (de USA) para la realización de recipientes y utensilios que estarán en contacto con alimentos.
El PET es un filamento compatible con las bebidas y alimentos liquidos, y tras su empleo puede ser reciclado.
Temperatura fusión: 207-235º.
No se recomienda imprimir con este material si no se tienen conocimientos de la propia impresora y de otros materiales más sencillos de imprimir como PLA o ABS.
Temperatura de impresión 210º.
Diametro de nozzle por debajo de 0,4mm no es aconsejable.
Guia de impresion comparable a la del PLA.
Velocidad de impresión / Print speed : Es la velocidad que alcanza la cabeza extrusora al desplazarse sobre la plataforma de impresión durante la impresión. Esta velocidad es diferente a la velocidad cuando la cabeza no está extruyendo (Travel speed), que suele ser más alta. Se mide en milímetros por segundo (mm/s).
Cada fabricante recomienda diferentes rangos de velocidad de extrusión, dependiendo del material, para evitar atascos e imperfecciones, entre otros.
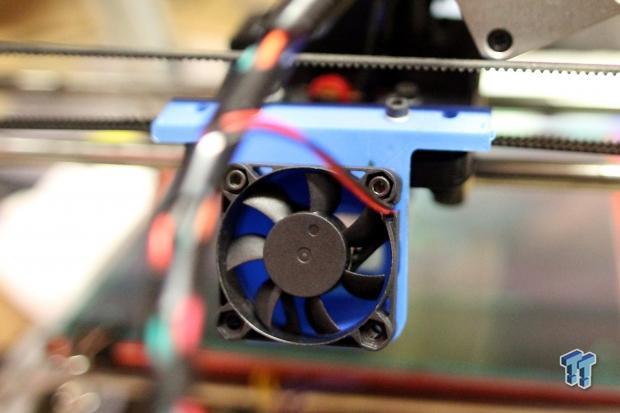 Ventilador / Fan : En impresoras 3D tipo FDM se pueden encontrar uno o más ventiladores junto al bloque de extrusión. La función principal es mantener la temperatura de fusión estable para lograr fundir el filamento de manera óptima. El control del ventilador se realiza electrónicamente: una sonda térmica mide la temperatura dentro del bloque y activa automáticamente el ventilador cuando sube la temperatura por encima del nivel seleccionado por el usuario (temperatura de extrusión). Así se mantiene la temperatura idónea durante la impresión.
Ventilador / Fan : En impresoras 3D tipo FDM se pueden encontrar uno o más ventiladores junto al bloque de extrusión. La función principal es mantener la temperatura de fusión estable para lograr fundir el filamento de manera óptima. El control del ventilador se realiza electrónicamente: una sonda térmica mide la temperatura dentro del bloque y activa automáticamente el ventilador cuando sube la temperatura por encima del nivel seleccionado por el usuario (temperatura de extrusión). Así se mantiene la temperatura idónea durante la impresión.
La Printingpedia será atualizada con nuevos términos periódicamente.
 Aprende a diseñar para impresión 3D
Aprende a diseñar para impresión 3D
Hola amigos:
Quiero agradecer todo vuestro trabajo en publicar el PRINTINGPEDIA. A mi me ha enseñado mucho -soy novato en este tema de 3D y encima 82 años- y como casi todo esta publicado en ingles cualquier articulo en español es de agradecer.
Repito muchas gracias.
Joaquin J. Gimeno
Muchas gracias, Joaquín! Nuestro objetivo es que todo el mundo pueda aprender a imprimir en 3D, independientemente de sus conocimientos previos o de su edad. Saludos!